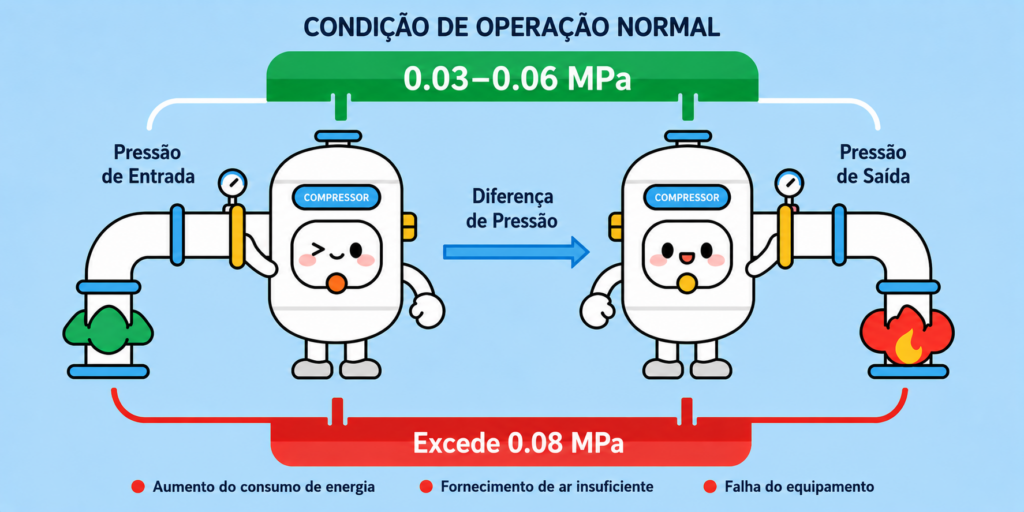
Em um sistema de ar comprimido, a queda de pressão de um secador por adsorção — isto é, a diferença de pressão entre a entrada e a saída — é um indicador importante da condição operacional do equipamento.
Em condições normais de funcionamento, a queda de pressão do secador deve geralmente ser mantida entre 0,03 e 0,06 MPa. Se exceder 0,08 MPa, o consumo de energia do sistema pode aumentar, a vazão de ar fornecida pode tornar-se insuficiente e, em casos graves, os equipamentos de produção a jusante podem ser afetados.
A solução de problemas relacionados à queda de pressão excessiva deve seguir o princípio de “do externo para o interno, do simples para o complexo”, evitando desmontagens desnecessárias. A seguir, apresentamos as etapas recomendadas de inspeção e as soluções práticas.
Etapa 1: Verificar a Precisão da Medição de Pressão para Evitar Diagnósticos Incorretos
Antes de iniciar a análise do problema, confirme se os dados de queda de pressão são precisos e confiáveis.
Certifique-se de que os manômetros de entrada e saída estejam calibrados. Recomenda-se realizar a calibração a cada seis meses. O mostrador do manômetro deve estar intacto, o ponteiro deve mover-se suavemente e a tubulação de conexão deve estar livre de obstruções.
Se a leitura do manômetro oscilar bruscamente, a tomada de pressão pode estar bloqueada. Nesse caso, remova-a e limpe-a, utilizando ar comprimido para realizar a purga reversa do tubo de medição.
Também é necessário verificar as condições de medição. A queda de pressão varia conforme a vazão de ar de entrada, portanto, a medição deve ser realizada quando o equipamento estiver operando em sua capacidade nominal de tratamento. Uma vazão excessiva acima da capacidade nominal naturalmente aumentará a queda de pressão.
Se a demanda real de ar exceder significativamente a capacidade nominal do secador, ajuste a carga de ar ou substitua o secador por um modelo de maior capacidade. Em seguida, verifique se a queda de pressão retorna ao normal.
Etapa 2: Verificar a Tubulação de Entrada e Remover Restrições Externas ao Fluxo
Obstruções ou aumento da resistência na tubulação de entrada são causas externas comuns de queda de pressão excessiva.
Primeiramente, inspecione o pré-filtro.
Se o filtro de precisão instalado a montante do secador, geralmente de 3 a 5 μm, estiver obstruído, a queda de pressão geral aumentará diretamente.
Feche as válvulas de entrada e saída do filtro, alivie a pressão e remova a tampa. Verifique se o elemento filtrante está escurecido, deformado ou coberto por poeira. Se a superfície estiver muito contaminada ou se a pressão diferencial exceder 0,07 MPa, substitua-o imediatamente por um elemento filtrante da mesma especificação.
De modo geral, recomenda-se substituir o elemento filtrante a cada 3 a 6 meses, ou com maior frequência em condições operacionais severas.
Em seguida, verifique as válvulas de entrada e saída do secador. Confirme se estão totalmente abertas. As válvulas manuais devem ser abertas até a posição máxima, enquanto as válvulas pneumáticas devem ser verificadas quanto à pressão suficiente de alimentação de ar e ao movimento suave do núcleo da válvula.
Se uma válvula não estiver totalmente aberta, ela pode gerar resistência local excessiva. Desmonte a válvula para remover impurezas ou substitua o atuador danificado, conforme necessário.
Etapa 3: Inspecionar a Torre de Adsorção e Verificar Componentes Internos Essenciais
Se nenhuma anormalidade for encontrada na tubulação externa, concentre a inspeção no interior da torre de adsorção, que geralmente é a principal fonte de queda de pressão excessiva.
Primeiramente, verifique a condição do dessecante.
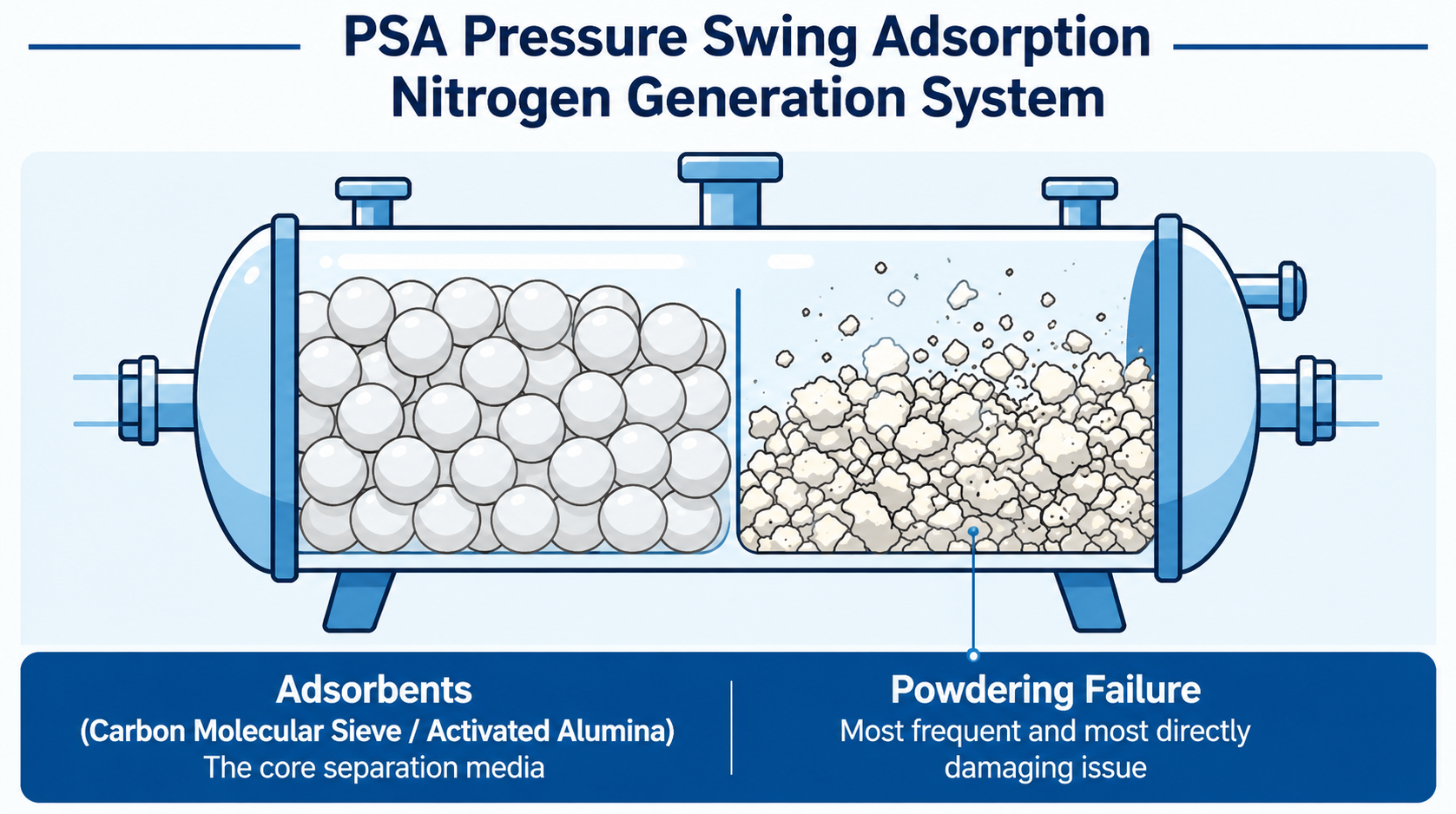
Após desligar e despressurizar o equipamento, abra a porta de inspeção da torre de adsorção e retire uma pequena quantidade de dessecante, como alumina ativada ou peneira molecular. Verifique se há aglomeração, pulverização ou contaminação por óleo.
O dessecante aglomerado pode bloquear os canais de fluxo de ar e aumentar a resistência ao escoamento do gás. Isso normalmente é causado por arraste de óleo, entrada de água ou regeneração insuficiente.
Se o dessecante tiver se transformado em pó, as possíveis causas incluem velocidade excessiva do fluxo de ar ou envelhecimento do material dessecante. Nesse caso, substitua todo o dessecante.
Durante a substituição, preencha a torre em camadas de acordo com o manual de operação, evitando espaços vazios e garantindo que o volume de enchimento atenda ao padrão exigido. Ao mesmo tempo, verifique se a tela interna está danificada. Se a tela estiver rompida, o pó do dessecante poderá entrar nos equipamentos a jusante; portanto, a tela também deve ser substituída.
Em seguida, inspecione o distribuidor de ar. Se a placa distribuidora ou a placa perfurada dentro da torre de adsorção estiver bloqueada por pó de dessecante ou impurezas, a distribuição do fluxo de ar ficará irregular e a resistência local aumentará.
Remova o distribuidor e limpe-o com ar comprimido, garantindo que todos os orifícios estejam desobstruídos.
Etapa 4: Inspecionar as Válvulas de Comutação e a Tubulação Interna
Falhas nas válvulas de comutação, como válvulas solenoides ou pneumáticas, bem como nas tubulações internas de conexão, também podem causar queda de pressão anormal.
Observe se as válvulas alternam suavemente e se há travamento ou vazamento de ar. Isso pode ser verificado ouvindo sons anormais ou aplicando água com sabão para detectar vazamentos.
Se uma válvula estiver travada, o núcleo da válvula pode estar desgastado ou bloqueado por impurezas. Desmonte a válvula, limpe o núcleo e a sede da válvula e substitua as vedações desgastadas.
Se houver vazamento interno, o fluxo de ar entre as duas torres pode interferir no funcionamento normal e aumentar a resistência ao fluxo. Nesse caso, substitua a válvula defeituosa.
Também é importante inspecionar a tubulação interna. Se houver acúmulo de poeira ou borra de óleo nos tubos de conexão entre a torre de adsorção e as válvulas de comutação, ou na tubulação de regeneração, realize a purga reversa com ar comprimido.
Se necessário, limpe as paredes internas com um agente de limpeza adequado, garantindo que ele não corroa o material da tubulação. Certifique-se de que o diâmetro interno da tubulação permaneça limpo e desobstruído.
Etapa 5: Verificar a Tubulação de Saída e Eliminar Resistência a Jusante
Obstruções na tubulação de saída ou contrapressão excessiva podem aumentar indiretamente a queda de pressão do secador e não devem ser ignoradas.
Primeiramente, inspecione o silenciador de exaustão da regeneração.
Se o silenciador de exaustão de um secador de regeneração sem calor ou aquecida estiver obstruído, a descarga do gás de regeneração ficará restrita. Isso afeta o funcionamento normal da torre de adsorção e aumenta a queda de pressão.
Remova o silenciador e elimine a poeira e as impurezas internas com ar comprimido. Se estiver severamente bloqueado, substitua-o diretamente. Recomenda-se realizar a limpeza a cada seis meses.
Ao mesmo tempo, verifique a tubulação a jusante. Confirme se o reservatório de ar, os filtros a jusante e as tubulações estão obstruídos, medindo a diferença de pressão entre o reservatório de ar e a saída do secador.
Se a diferença de pressão exceder 0,03 MPa, a resistência a jusante pode estar muito alta. Nesse caso, limpe a tubulação a jusante ou substitua os elementos filtrantes obstruídos.
Etapa 6: Reforçar a Manutenção Preventiva para Evitar Recorrências
A queda de pressão excessiva geralmente está relacionada à manutenção inadequada. Recomenda-se adotar as seguintes medidas de rotina:
Substitua regularmente o elemento filtrante a montante para evitar que óleo, poeira e outras impurezas entrem na torre de adsorção.
Controle as condições do ar de entrada. A temperatura do ar de entrada não deve exceder 45 °C, e o teor de óleo deve ser ≤ 0,01 mg/m³, a fim de evitar a falha do dessecante.
Realize a regeneração de acordo com o manual de operação. Para secadores aquecidos, certifique-se de que a temperatura de regeneração atinja o valor exigido. Para secadores sem calor, garanta volume suficiente de ar de regeneração para evitar a aglomeração do dessecante.
Realize uma limpeza completa da torre de adsorção a cada 1 a 2 anos. Verifique a condição do dessecante, da tela interna e do distribuidor de ar, substituindo componentes envelhecidos em tempo hábil.
Conclusão
A solução de problemas relacionados à queda de pressão excessiva em um secador por adsorção deve ser realizada passo a passo. Comece pelos componentes externos de fácil acesso antes de inspecionar as peças internas essenciais. Essa abordagem melhora a eficiência do diagnóstico e ajuda a evitar danos desnecessários ao equipamento.
Se a queda de pressão ainda não retornar ao normal após a inspeção e a correção dos problemas, a causa pode estar relacionada ao projeto do equipamento, como torre de adsorção subdimensionada ou desenho inadequado dos canais de fluxo de ar.
Nesse caso, recomenda-se entrar em contato com o fabricante para realizar uma modificação técnica ou substituir o secador por um modelo devidamente dimensionado.